A customer contacted MSA describing an urgent need to replace a gear-motor locking mechanism on a new project which was to begin production in three months. To ensure success, the first design iteration required a highly collaborative engineering effort. This approach enabled MSA to take the project from concept to production in just 2-1/2 months, thereby meeting the customer’s tight deadline.

Application
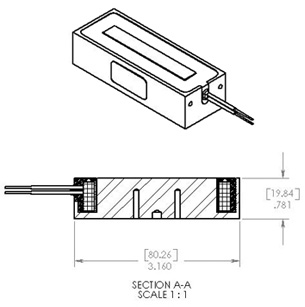
Solar Panel Locking Mechanism—The customer was using a gear motor mechanism to secure the solar panels in a solar power generating plant. This mechanism failed due to extreme conditions (high heat and dust). After reviewing the application, MSA quickly determined that a large solenoid, properly protected, could reliably provide the needed locking functionality. This challenge required that we design the largest Magnetic Latching, Tubular Solenoid ever produced by MSA.
Challenges
- 1) Time-to-Market—MSA had to design and produce Solenoids within 3 months
- 2) Environmental Conditions—the Solenoid must operate reliably in desert conditions—dusty, hot/cold, wet/dry, etc.
- 3) Unique Specifications—a pulse duty coil would be required to provide sufficient pull force, over a long stroke, to overcome a strong internal spring
- 4) Energy Efficiency—the Solenoid must operate with “zero” power in both the actuated (locked) and the un-actuated (unlocked) state
Solution
Design a custom tubular, Magnetic Latching Solenoid, with significant pull force, and permanent magnet holding force, that can operate reliably in a widely varying outdoor environment and can be manufactured in a short time-frame, at a competitive price point.
Key features include:
- Size—2.75” diameter by 4” long body
- Bi-stable, Zero-power Consumption Design—keep the Solenoid in the “deactivated” position with a spring, and in the “actuated” position with a Permanent Magnet
- Coil Design—high inrush, pulse duty coil to achieve enough force to compress the spring, yet requiring only a short pulse to nullify the permanent magnet
- Custom Boot—design a flexible boot, to fit tightly around the moving armature and around the Solenoid body, to prevent dust and water ingression

Results
Within three months of the initial customer contact, MSA designed the Solenoid, provided proof of concept samples, procured all custom components, assembled, tested and shipped over 400 Solenoids in time to meet the customer’s install date.
Project Update
Within several years following the initial installation, the customer returned to MSA requesting that we design a Solenoid which would perform the same function as the original design, but could also survive in an extremely humid environment. Equally important, this new installation also required production quantities of the redesigned Solenoid within three months.
MSA responded to this new challenge by redesigning the original Solenoid to incorporate the following new features:
- A far more protective molded front boot, and method of tightly securing the boot to the plunger and to the Solenoid
- A new molded diaphragm, mounted on the back of the Solenoid, to help prevent ingestion of moisture
- A new manufacturing process to fully pot the coil, to prevent water ingression
- The addition of rust preventative coatings to all external surfaces
New Results
Within three months, MSA redesigned the Solenoid, procured new custom components, assembled, tested and shipped over 800 Solenoids in time to meet the customer’s install date.
An existing solenoid customer asked MSA to develop an electromagnet which would fit into a unique footprint and could provide superior performance when compared to their current solution. MSA gladly accepted this new challenge because it involved a mechanical form factor we had not previously magnetically simulated, and because it was not similar to any electromagnet we had ever produced.

Application
Stabilizing/Holding Device—a custom Electromagnet was needed to secure the X-Ray head on medical imaging equipment and hold the patient bed in place during the imaging process. The goal was to prevent harm to machine operators and patients.
Challenges
-
-
- 1) Unique Shape—conform to an existing rectangular package shape and size
- 2) Improve Performance—provide greater holding force and higher shear force than the current product
-
Solution
Utilize MSA’s proprietary magnetic simulation software to design a custom, rectangular Electromagnet that achieved increased shear and holding forces.
Develop and implement completely new manufacturing and testing techniques, to ensure compliance with the new performance criteria, and to meet an aggressive price target.
Key design features include:
-
-
- New Bobbin and Injection-molding Tooling—to facilitate encapsulation of the coil
- One-piece Body—to help achieve the increased hold and shear forces
- Custom Winding Arbors—to enable cost-effective winding of the rectangular coil
-
Results
MSA designed, tooled and brought this product to market within four months, achieved the desired increase in both shear force and static-hold force, and met the aggressive target price.
Follow-on Project
Several years after the initial design effort involving the rectangular Electromagnet, new government regulations in the industry required that all electromagnet-holding devices must continue to provide sufficient hold force in the event of a power failure. The goal of this new regulation was to protect machine operators and patients from harm if the system totally loses power.
New Results
MSA responded with a new design that embeds a Permanent Magnet into both the cylindrical and the rectangular-shaped Electromagnets that MSA manufactures. This approach achieved the desired fail-safe holding and shear forces, and also provided an additional energy-saving benefit.
The Permanent-magnet/Electromagnet design requires that only a short pulse of electrical energy be applied to the device’s coil to affect the pull-in, or the release function.
To attract and then “capture” the desired object (i.e. the X-Ray head, or patient bed), the polarity of the actuation pulse must be in sync with the Permanent Magnet. Once contact is made, the Permanent Magnet securely holds the object in place. To release the object, an even shorter electrical pulse of opposite polarity to the Permanent Magnet, is all that is required to nullify the magnet’s hold and release the object. In either the pulled-in or the released state, the Permanent Magnet/Electromagnet requires “zero” continuous energy to remain in that state.
Zero-energy consumption, Permanent Magnet/Electromagnets have also found use in other markets, such as automotive, food-preparation equipment and building security.
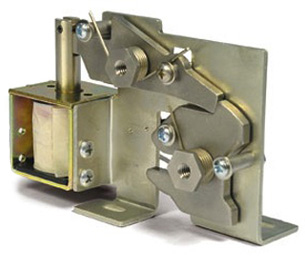
An MSA customer developed and produced their own locking mechanism, which employed a customized MSA Solenoid to affect the locking/unlocking function. Because the customer experienced poor in-house final test results, as well as non-solenoid related field reliability issues, MSA was asked to redesign, manufacture and test the complete locking mechanism, then provide it as a Value-Added Assembly. The goal was to improve customer quality and decrease overall cost.

Application
Laboratory-Equipment Locking Mechanism—this sub-assembly functions as an electrically operated locking/unlocking mechanism. It must be sufficiently robust to remain locked in during the high shock and vibration that is inherent in the application, yet unlock when energized to do so.
Challenges
-
-
- 1) Quality Assurance—eliminate the tolerance stack-up issues related to the original assembly’s stamped components
- 2) Cost Reduction—minimize component costs, assembly and test labor
- 3) Multiple-platform Use—improve performance, reliability and cost, enabling cross-platform use
- 4) Fixed Mechanical Specifications—maintain the existing foot print and functionality
-
Solution
Achieve a robust, repeatable and cost-effective Value-Added Assembly by improving component tolerances, and configuring a lean-manufacturing cell to assemble and test the complete mechanism.
Key features include:
-
-
- Precision Assembly Techniques—utilize precise assembly fixtures to eliminate component-alignment issues
- Component Improvements—utilize a tight-tolerance, fine-blanking technology to replace three formerly stamped components
- Lean-manufacturing Cell—establish a lean cell to consistently assemble and 100% test the complete mechanism
-
Results
The customer now receives a complete sub-assembly, ready to drop into their equipment without the need for additional tweaking or testing. These enhancements improved the customer’s manufacturing thru-put, and field reliability. The total cost savings justified customer paid tooling.
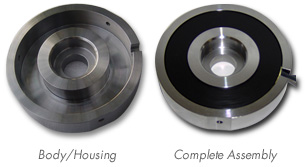
The customer’s initial concept utilized a standard-pull Solenoid, to apply pressure to a band-type brake assembly. This “brake-band” approach was unsuccessful, so MSA recommended an Electromagnet that could actuate a clutch-style brake mechanism.

Application
Commercial Garage Door Braking System—an Electromagnet was needed to actuate a clutch-type brake mechanism that would slow the decent of industrial garage doors.
Challenges
-
-
- 1) Force Specifications—create a high pull-in force (135 lb) and a high-hold force
- 2) Dimensional Requirements—eliminate stack-up issues related to the customer’s clutch assembly
- 3) Market Value—manufacture the product under an extremely aggressive target price
-
Solution
MSA designed a large, totally custom Electromagnet that could be cost-effectively manufactured and tested.
Key features include:
-
-
- Body Size—a 3-3/4” diameter body was needed to achieve the force
- Body Materials—both steel bar stock and steel forging where qualified
- Other Components—MSA designed and tooled a custom bobbin, with quick-connect terminals to reduce manufacturing cost
- Quality Assurance—MSA developed a 100% final test, within the one-piece-flow lean-manufacturing cell
-
Results
Utilizing our extensive experience in magnetic simulation and the design of Eectromagnets, coupled with our manufacturing know-how, MSA provided a unique, reliable and cost-effective Electromagnet which could meet the customer’s many project challenges.
Developing and qualifying multiple body materials provided the greatest manufacturing flexibility relative to both availability and cost of the body, as well as opportunities for long-term cost and price containment.
MSA’s experience in designing and producing high-volume, low-cost, over-molded Solenoids set the stage for establishing a long-term relationship with a customer who required that such a Solenoid also survive in a humid environment. Small, initial quantities quickly grew to over two million Solenoids annually. Utilizing effective, timely engineering design, coupled with flexible U.S. based manufacturing, MSA provided world-class competitive value relative to quality, price, delivery and overall customer satisfaction.
Application
Refrigerated Vending Machine—requiring a low-cost Solenoid, resistant to moisture ingression and strong enough to eject multiple sizes of bottled and canned beverage containers.
Challenges
-
-
- 1) Mechanical Environment—protect the Solenoid from condensation
- 2) Minimize All Costs—meet extremely aggressive piece-part price targets, and provide the lowest possible customer installation cost
- 3) Inventory Management—minimize lead time and customer finished-goods inventory
-
Solution
Design and then continue to value engineer a totally custom, over-molded Solenoid to provide on-time delivery and the lowest total-install cost for the customer.

Key features include:
-
-
- Over-molded Coil—providing resistance to humidity
- Integrated Connector and Mounting Feet—minimizing both MSA’s manufacturing and customer installation costs
- Continuous Improvement—eliminate an internal component and reduce the copper content
- Production Efficiency—develop a dedicated, lean-manufacturing cell
-
Results
The plastic over-molded coil design achieved the appropriate moisture protection and provided an integrated connector and mounting feet, thereby minimizing MSA manufacturing and customer installation costs. On-going cost-reduction efforts provide continuous price reductions.